テクノロジー
グラファイト電極のための推奨される保管、手渡しおよび使用
グラファイトは脆い材料であり、可撓性は限られている。 消費とコストを削減するために、あなたのグラファイト電極慎重に。

注1:交通手段
グラファイト電極は、輸送の過程で防雨防水シートで覆われている必要があります。

注2:フォークリフト輸送
フォークリフトで電極を輸送してピリングするときは注意し、衝突を避けてください。 一度に1層の商品、落下や破損を避けるためにバランスとアライメントに注意してください
注3:ローディングの注意
フォークリフトで積み降ろしする場合は、追加のワイヤーロープを使用する必要があり、電極をフェッチするためにスチールラッピングテープを直接使用することはできません。

注4:ストレージの注意
電極は清潔で乾燥した場所に保管する必要があります。 オープンエリアに在庫する場合は、防雨防水シートで覆う必要があり、積層の数は4つを超えてはなりません。
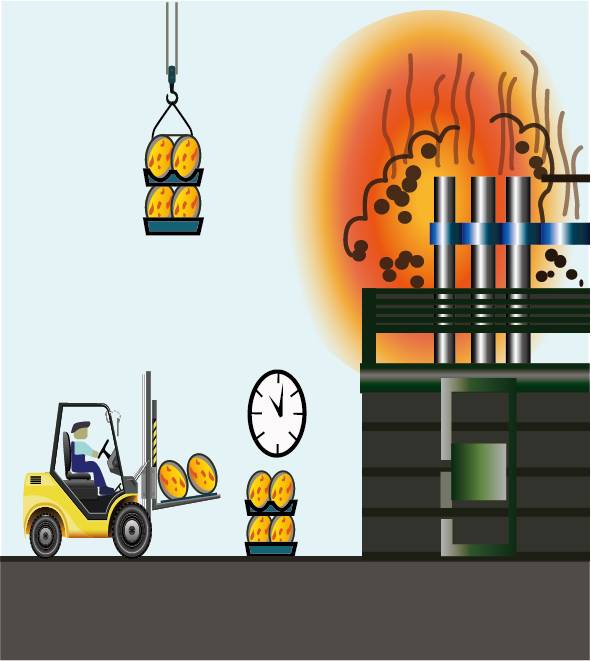
注5:使用前の注意事項
電極は、使用する前に電気炉の隣で乾燥させる必要があります。 温度は120 ℃ を超えてはならず、時間は48時間未満であってはならない。

注6:ラップテープ切断
電極を使用する場合は、スチールラッピングテープを切断するために特別なツールを使用する必要があり、破裂を避けるためにクレーンを採用しないでください。

注7:インストールの注意
接続する前に最初に電極糸をきれいにしてから、ニップルを電極の一端にねじ込んでください。 糸に触れないでください、そして炉の働く電極に直接ジョイントを入れないでください。
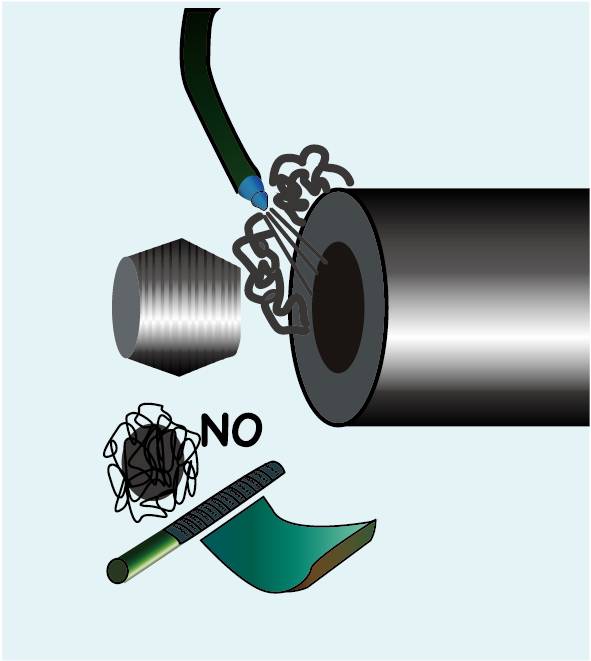
注8:Electrodeの糸のクリーニング
鋼線ボール、金属ブラシ、エメリー布は電極糸の洗浄には許可されていませんが、油や水を含まない圧縮空気を使用できます。

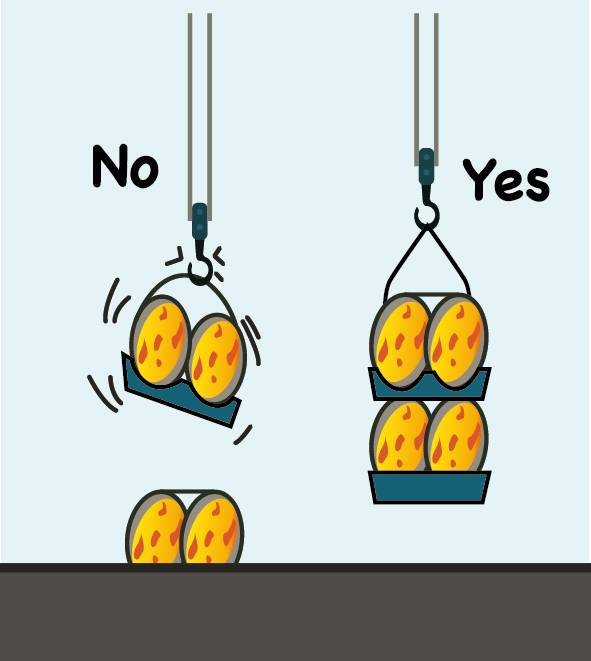
注9:ホイスト注意
回転した弾力性のあるハンガーを使用し、電極ニップルの下に柔らかいクッションを置いて、糸の破損を防ぎます。
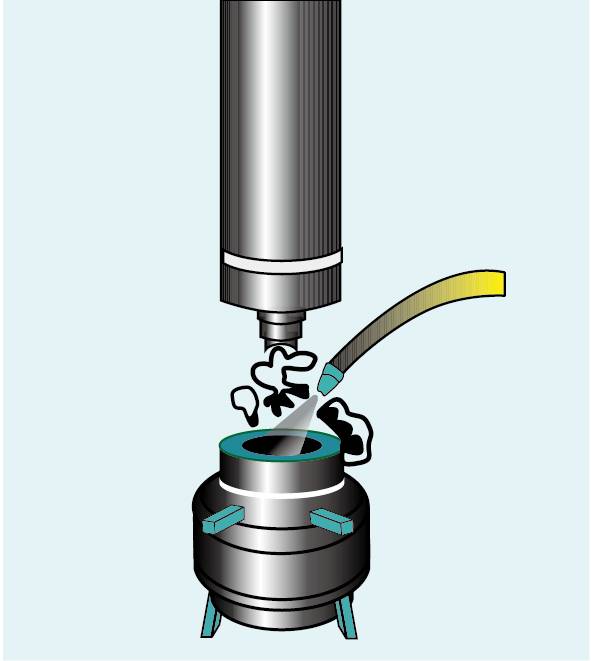
注10:接続の注意
接続する前に、オイルと水を含まない圧縮空気で電極のねじ山を掃除してください。

注11:乳首接続
接続するとき、電極は、接続されているニップルの中心軸に合わせられます。

注12:電極を締める
機械的な方法による定格トルクに応じて電極をタイトにするために特別なキャリパーを使用してください。油圧または風圧装置も利用できるはずです。

注13:Electrodeクランプ位置
クランプホルダーは、アラームラインの外に配置する必要があります。 (注: クランプホルダーは、電極の破裂を引き起こしやすいため、アラームラインゾーンまたは電極の中央でクランプしないでください) クランプホルダーと電極のインターフェイスは、電極との良好な接触を維持するために定期的にクリーニングする必要があります。 クランプホルダーの冷却水ジャケットは、水漏れを防ぐためにきつくなければなりません。

注14:グラファイト電極選択
電極の破損を避けるために、絶縁材料を炉に入れないでください。 電極の作動電流は、指示書の電極の許容電流に準拠している必要があります。

注15:大きい材料のSmelting
電極の破損を避けるために、下部に大きな材料を入れ、上部に小さな材料を入れてください。
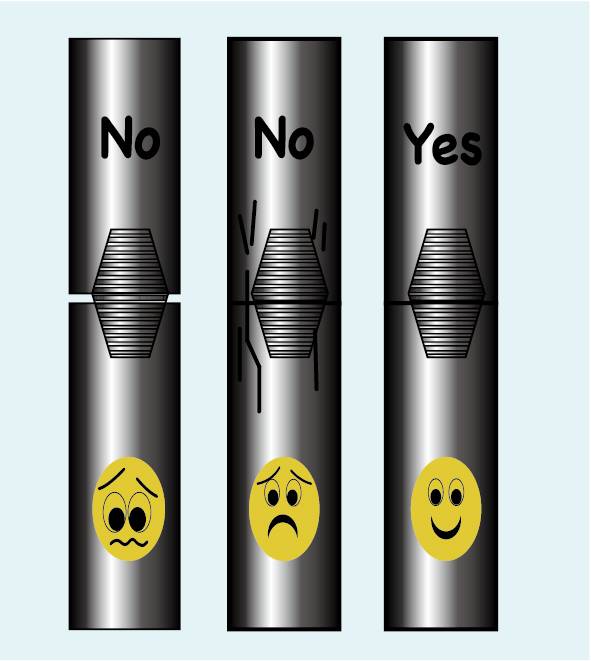 |
注16:ニップル接続トルク 電極の2つの極が手つかずの6つであるか、過圧で触れられている場合、これは悪影響を引き起こす可能性があります。 以下の形式で定格トルクを参照してください。 |
|||||
|---|---|---|---|---|---|---|
| 直径 | トルクノルム | 直径 | トルクノルム | |||
| インチ | Mm | Kg/m | インチ | Mm | Kg/m | |
| 8 | 200 | 35 | 16 | 400 | 110 | |
| 10 | 250 | 50 | 18 | 450 | 160 | |
| 12 | 300 | 70 | 20 | 500 | 210 | |
| 14 | 350 | 90 | 24 | 600 | 350 | |
役に立つヒント
鋼製の電極カバーを使用して、電極挿入穴からの炎によって電極グループの上部が酸化されるのを防ぎます。 カバーは、電極挿入穴から来る灰によって電極が汚染されるのを防ぐことができます。
接合部分が緩むのを防ぐには、乳首に乳首ピンを置きます。 通常の温度では、ピンは固体状態のままです。 温度が上昇すると、溶融ニップルピンが電極とニップルを結合します。
Xuran New Materials Limited
中国のグラファイト电极メーカーとして、XURAN原材料の混合、混練、成形、ベーキング、含浸装置、グラファイト化、機械加工、成形などを含む完全な生産ラインを所有しています。
UHP、HP、RPグレードのグラファイト電極など、フルレンジの製品を提供しています。
連絡する
- 中国河北省衡水市大慶街2号。
- + 86-15373888622 (WeChat)
-
 + 86-15373888622
+ 86-15373888622
- info@graptek.com